Customer Requirement:
- Workpiece completes the clamping grinding once;
- Firstly process the gradual section (Save the machining time) when compiling the technology programs based upon the requirements of the customers, and then process the integrated length which includes the rough-milling and fine-milling, and the batch consistence is better;
- It owns the automatic trimming of the grinding wheel and the automatic compensation function;
- Menu-type interface input.
- When the program is performed again that should be followed the previous processed position after the workpiece is operated on its half way and then power-off or the other operations are performed.
- The system owns the torque feedback alarm function.
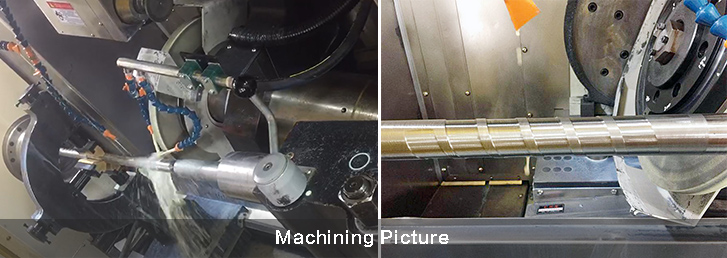
Troubleshooting of Grinding Workpiece:
- It configures with the user’s self-defined diagram parameter interface and the input with diagram parameter as well;
- To reduce the vibration and distortion by using that the center post mills the long workpiece;
- To realize the screw diameter gradual processing by adopting the CNC three-axis grinding feed axis (axis X) and workpiece revolving axis (axis C), length axis (axis Z) interpolation linkage.
- It is used the macro variable memory machining position, and the variable value can be called out when the program is performed next time.
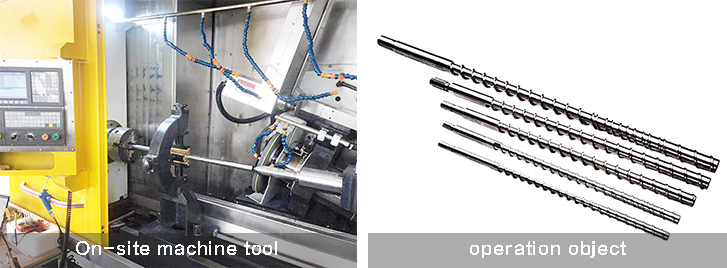
Application Effect:
- It is convenient for the menu-type interface input (It is only input the drawing dimension on the interface of the diagram parameter.)
- The machining efficiency of the screw can be improved by the sectional grinding.
- The fixture is used one-clamping and one-rejection, which matches with the center post, and it will keep stable and without vibration when the workpiece delivers with big torque.